






•
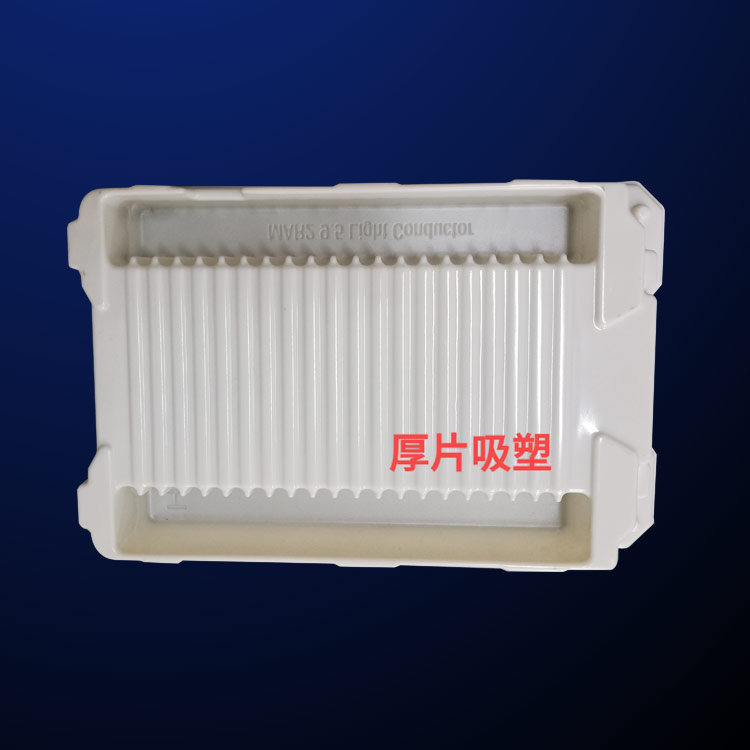

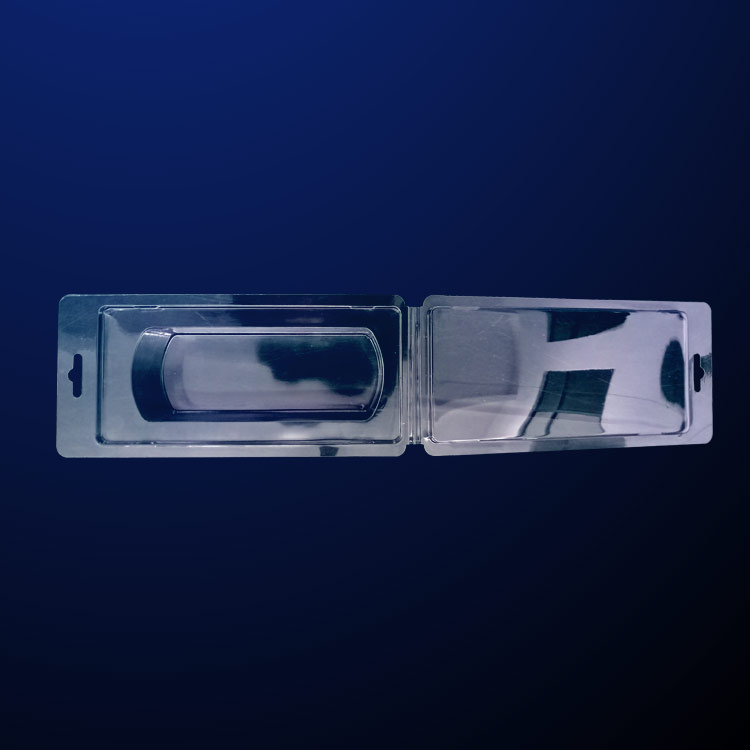
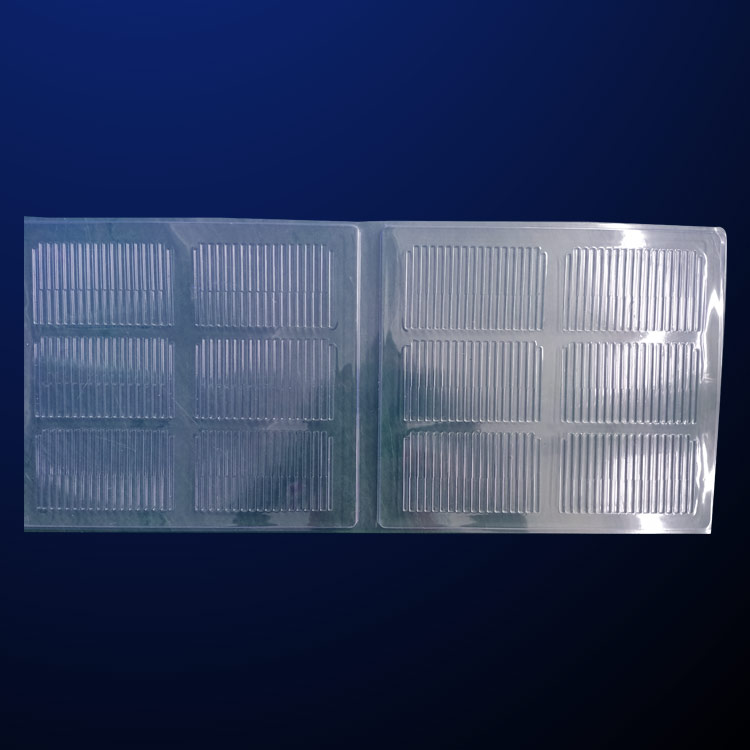
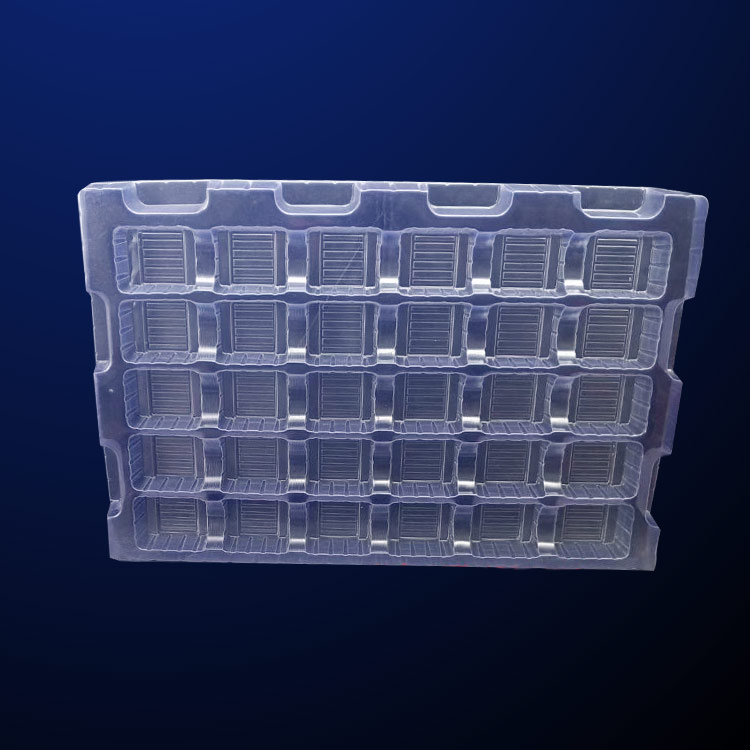
吸塑包(bao)裝 厚吸(xi)塑,和吸(xi)塑包裝(zhuang)的薄吸(xi)塑生産(chan)方式差(cha)不多,都(dou)是以真(zhen)空吸塑(su)爲主。厚(hou)片吸塑(su)是指所(suo)用的原(yuan)材料厚(hou)度超過(guo)2mm,無法在(zai)全自動(dong)機器上(shang)吸塑成(cheng)型,必須(xu)采用厚(hou)闆材的(de)半自動(dong)吸塑成(cheng)型機加(jia)工生産(chan)的技術(shu)。
厚片吸(xi)塑大緻(zhi)流程:人(ren)工上料(liao)---壓料框(kuang)下料(自(zi)動)--加熱(re)爐自動(dong)複位加(jia)熱(自動(dong))---防垂(自(zi)動/可選(xuan)擇關閉(bi))----加熱爐(lu)後退(自(zi)動)-----吹泡(pao)(自動/可(ke)選擇關(guan)閉)----下模(mo)台模具(ju)上升(自(zi)動)-----真空(kong)成型(自(zi)動)-----冷卻(que)(自動)-----反(fan)吹氣脫(tuo)模(自動(dong))-----下模台(tai)模具下(xia)降(自動(dong))-----壓料框(kuang)上升(自(zi)動)-----人工(gong)取料。




吸(xi)塑包裝(zhuang) 折疊加(jia)熱設備(bei)
熱塑性(xing)塑料片(pian)材和薄(bao)膜的真(zhen)空吸塑(su)成型過(guo)程,主要(yao)工序之(zhi)一就是(shi)片材加(jia)熱。電加(jia)熱的持(chi)續時間(jian)和質量(liang)取決于(yu)加熱器(qi)的結構(gou),輻射表(biao)面後溫(wen)度傳熱(re)的熱慣(guan)性,加熱(re)器間的(de)距離,輻(fu)射能吸(xi)收系數(shu),加熱器(qi)表面的(de)特性以(yi)及材料(liao)的熱物(wu)理性能(neng)。常用的(de)加熱器(qi)有電加(jia)熱器、晶(jing)體輻射(she)器和紅(hong)外線加(jia)熱器。
真(zhen)空系統(tong)由真空(kong)泵、儲氣(qi)罐、閥門(men)、管路以(yi)及真空(kong)表等組(zu)成,在真(zhen)空成型(xing)中常采(cai)用單獨(du)機型真(zhen)空泵,此(ci)種泵的(de)真空度(du)應達到(dao)0.07~0.09 Mpa(520mmHg)以上。儲(chu)氣罐一(yi)般是用(yong)薄鋼闆(pan)焊接的(de)圓柱形(xing)箱體,底(di)是橢圓(yuan)形的。蓄(xu)氣罐的(de)容量至(zhi)少應比(bi)成型室(shi)的容量(liang)大一半(ban)。真空管(guan)路上,必(bi)須裝有(you)适當的(de)閥門,以(yi)控制真(zhen)空窄容(rong)量。
真空(kong)泵的轉(zhuan)動功率(lü)由成型(xing)設備的(de)大小和(he)成型速(su)度決定(ding),較大或(huo)成型速(su)度較快(kuai)的設備(bei)常用大(da)至2-4KW的。真(zhen)空中央(yang)系統的(de)大小視(shi)工廠具(ju)體生産(chan)和發展(zhan)的要求(qiu)而定。
購(gou)物袋向(xiang)降解塑(su)料方向(xiang)發展
背(bei)心式購(gou)物袋是(shi)常使用(yong)的塑料(liao)包裝物(wu),常以PE材(cai)料制成(cheng)。由于購(gou)物袋使(shi)用量大(da),屬一次(ci)性使用(yong)包裝物(wu),因此,是(shi)包裝廢(fei)棄物的(de)主要構(gou)成之一(yi)。不易回(hui)收、回收(shou)利用價(jia)值不大(da),是塑料(liao)購物袋(dai)回收處(chu)理比較(jiao)困難的(de)主要原(yuan)因。因此(ci),使用可(ke)生物降(jiang)解的降(jiang)解塑料(liao)是解決(jue)廢棄購(gou)物袋污(wu)染環境(jing)的理想(xiang)方法。在(zai)堆肥條(tiao)件下如(ru)何快速(su)降解是(shi)技術關(guan)鍵,而成(cheng)本和保(bao)用期的(de)性能是(shi)降解塑(su)料能否(fou)大規模(mo)替代傳(chuan)統購物(wu)袋的兩(liang)個重要(yao)因素。




您(nin)好,歡迎(ying)莅臨方(fang)立包裝(zhuang),歡迎咨(zi)詢...

