






·

ABS樹脂(zhi)是目前(qian)産量大(da),應用廣(guang)泛的聚(ju)合物,它(ta)将PS,SAN,BS的各(ge)種性能(neng)有機地(di)統一起(qi)來,兼具(ju)韌,硬,剛(gang)相均衡(heng)的優良(liang)力學性(xing)能。ABS是腈(jing)、丁二烯(xi)和的三(san)元共聚(ju)物,A代表(biao)腈,B代表(biao)丁二烯(xi),S代表。 ABS工(gong)程塑料(liao)一般是(shi)不透明(ming)的,外觀(guan)呈淺色(se)、無毒、無(wu)味,兼有(you)韌、硬、剛(gang)的特性(xing),燃燒緩(huan)慢,火焰(yan)呈黃色(se),有黑煙(yan),燃燒後(hou)塑料軟(ruan)化、燒焦(jiao),發出特(te)殊的氣(qi)味,但無(wu)熔融滴(di)落現象(xiang)。 ABS工程塑(su)料具有(you)優良的(de)綜合性(xing)能,有的(de)沖擊強(qiang)度、尺寸(cun)穩定性(xing)好、電性(xing)能、耐磨(mo)性、抗化(hua)學藥品(pin)性、染色(se)性,成型(xing)加工和(he)機械加(jia)工較好(hao)。ABS樹脂耐(nai)水、無機(ji)鹽、堿和(he)酸類,不(bu)溶于大(da)部分醇(chun)類和烴(ting)類溶劑(ji),而容易(yi)溶于醛(quan)、酮、酯和(he)某些氯(lü)代烴中(zhong)。 ABS工程塑(su)料的缺(que)點:熱變(bian)形溫度(du)較低,可(ke)燃,耐候(hou)性較差(cha)。
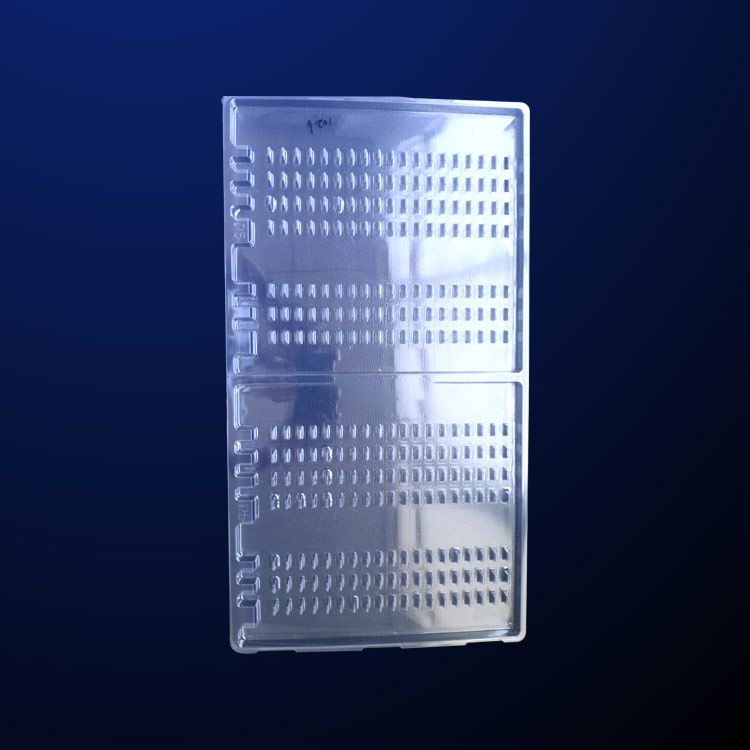




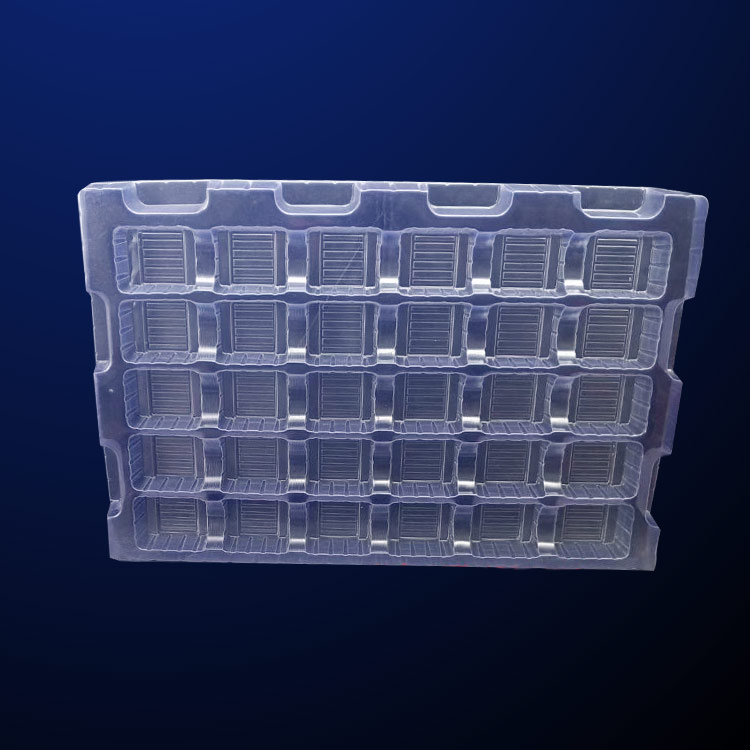
厚片吸(xi)塑用什(shi)麽材料(liao)在做 (1):常(chang)見普通(tong)吸塑厚(hou)度爲0.14~5.0mm―――主(zhu)要是采(cai)用PVC、PP、PS(HIPS)、PET(包括(kuo)APET和PETG)、PE、BOPS和可(ke)回收紙(zhi)托等各(ge)種材質(zhi)與效果(guo)的折邊(bian)、對折、三(san)折、圓筒(tong)、折盒、天(tian)地盒、高(gao)周波等(deng)非熱成(cheng)型吸塑(su)制品,廣(guang)泛應用(yong)于食品(pin)、、電子、玩(wan)具、電腦(nao)、日用品(pin)、化妝品(pin)和機械(xie)五金等(deng)行業。 (2):特(te)殊厚吸(xi)塑厚度(du)爲0.14~8.0mm―――主要(yao)是采用(yong)PVC、PP、PS(HIPS)、PET(包括APET和(he)PETG)、PC、ABS、PE和PMMA等各(ge)種材質(zhi)與效果(guo)的注塑(su)類型吸(xi)塑制品(pin),主要産(chan)品有冰(bing)箱内膽(dan)、廣告燈(deng)箱、商品(pin)展示架(jia)、寵物籠(long)底盤、背(bei)投電視(shi)後殼和(he)各種機(ji)械面闆(pan)等,可以(yi)替代注(zhu)塑産品(pin),具有模(mo)具費用(yong)低(隻有(you)注塑模(mo)具的1/20),生(sheng)産周期(qi)短,模具(ju)開發時(shi)間短(一(yi)般隻要(yao)3~5天)等特(te)點
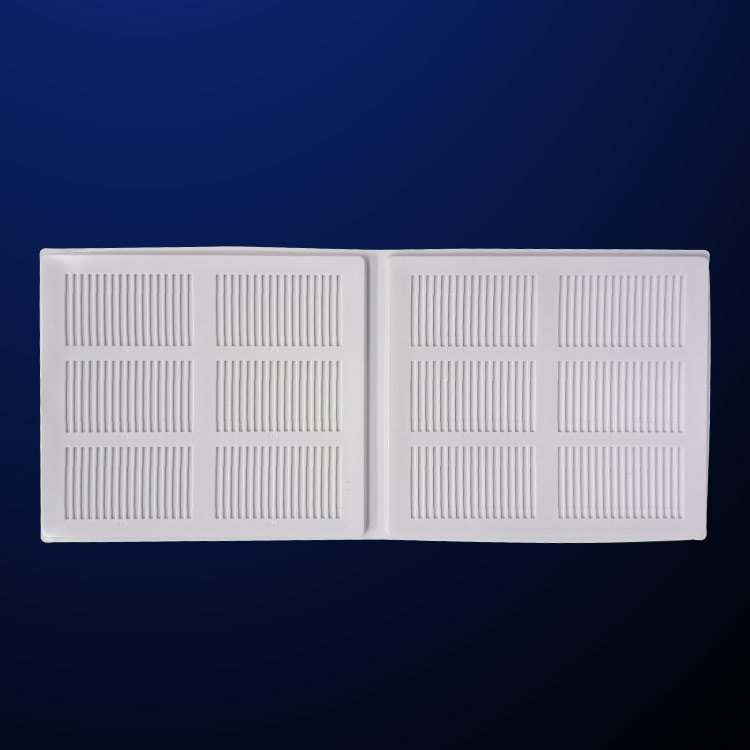
采用(yong)全自動(dong)高速吸(xi)塑成型(xing)機生産(chan),其基本(ben)原理是(shi):将成卷(juan)的片材(cai)拉進電(dian)爐烘箱(xiang)内加熱(re)至軟化(hua)狀态,乘(cheng)熱再拉(la)到吸塑(su)模具上(shang)方,模具(ju)上移并(bing)抽真空(kong),将軟化(hua)的片材(cai)吸附到(dao)模具表(biao)面,同時(shi)将冷卻(que)水以霧(wu)狀噴于(yu)成型片(pian)材表面(mian),使其硬(ying)化,成型(xing)的片材(cai)再自動(dong)被拉至(zhi)貯料箱(xiang),氣動裁(cai)刀将成(cheng)型與未(wei)成型片(pian)材分離(li),從而完(wan)成全部(bu)過程。吸(xi)塑産品(pin)出現的(de)主要質(zhi)量問題(ti)大多在(zai)此過程(cheng)發生: a.吸(xi)塑不到(dao)位,是指(zhi)形狀變(bian)形,沒有(you)吸塑成(cheng)與模具(ju)相同形(xing)狀的産(chan)品; b.吸塑(su)過度,是(shi)指産品(pin)過薄; c.拉(la)線,是指(zhi)成型産(chan)品上出(chu)現不應(ying)有的線(xian)痕; d.厚薄(bao)不均。這(zhe)些問題(ti)都需要(yao)在上好(hao)模具後(hou),調試到(dao)位,包括(kuo):片材前(qian)進的時(shi)間、加熱(re)的溫度(du)和時間(jian)、抽真空(kong)的強度(du)和時間(jian)、上模下(xia)落的位(wei)置、時間(jian)和深度(du)、拼版中(zhong)模具的(de)擺放位(wei)置、模具(ju)間是否(fou)加附件(jian)等等。




您(nin)好,歡迎(ying)莅臨方(fang)立包裝(zhuang),歡迎咨(zi)詢...
•·
•
·


