·
•
›·›
•
·
··›••






随着(zhe)行業的不(bu)斷升級,對(dui)吸塑産品(pin)的質量要(yao)求也在提(ti)高。粗加工(gong)、開放式車(che)間的生産(chan)已經不能(neng)滿足日益(yi)精益生産(chan)的需求,吸(xi)塑無塵車(che)間應運而(er)生。 吸塑工(gong)藝流程爲(wei)塑料片-切(qie)割-片固定(ding)-加熱-成型(xing)-脫模-切邊(bian)-成品。了解(jie)了基礎技(ji)術,對吸塑(su)無塵車間(jian)的結構有(you)了大緻的(de)了解。 吸塑(su)行業,尤其(qi)是吸塑包(bao)裝,食品和(he)電子行業(ye),爲了獲得(de)客戶的信(xin)任和認可(ke),生産車間(jian)須達到10萬(wan)以上的清(qing)潔度水平(ping),并在這種(zhong)清潔度條(tiao)件下保持(chi)安全生産(chan)。 根據吸塑(su)行業無塵(chen)車間的特(te)點,其潔淨(jing)車間一般(ban)爲10萬級,須(xu)滿足以下(xia)要求:沉積(ji)物顆粒爲(wei)1-10微米;氣溫(wen):夏季24-26℃,冬季(ji)20-22℃;潔淨區與(yu)零潔淨區(qu)的氣壓差(cha)不小于5Pa,潔(jie)淨區與室(shi)外的氣壓(ya)差小于15Pa;照(zhao)度200Lx;噪聲标(biao)準小于70Db,耐(nai)火ji限不小(xiao)于0.6小時。 目(mu)前吸塑無(wu)塵車間的(de)生産特點(dian)是人多,所(suo)需新風量(liang)比較大。根(gen)據下列值(zhi),應取下列(lie)zui大值;非單(dan)向流潔淨(jing)室總輸送(song)重量的11-22個(ge)點;彌補室(shi)内排風和(he)室内正壓(ya)所需的新(xin)風量,保證(zheng)每小時新(xin)風量≥40m3/h。
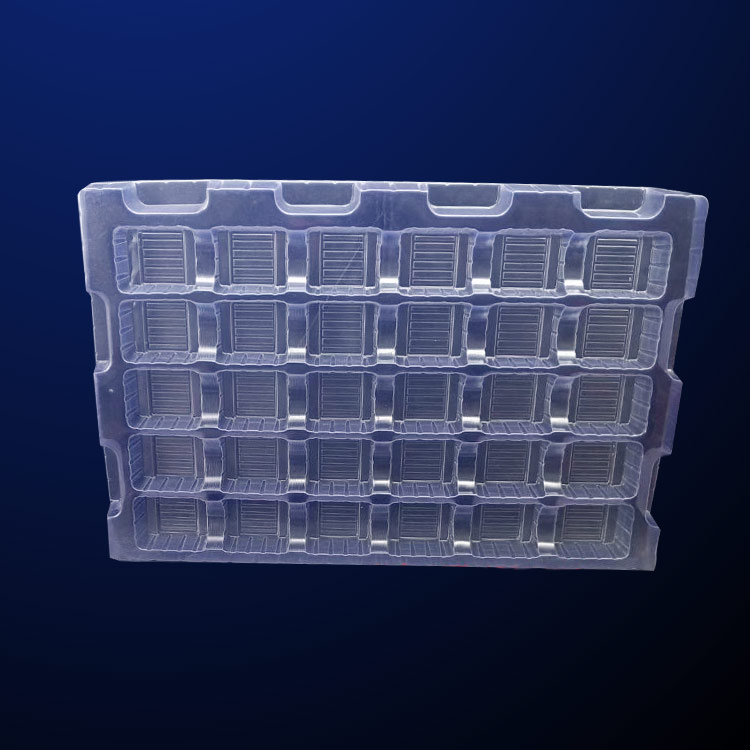




吸塑(su)盒設計需(xu)要注意什(shi)麽? 1、外部環(huan)境的影響(xiang) 設計吸塑(su)盒時,要注(zhu)意外部環(huan)境的影響(xiang)。比如産品(pin)在運輸、銷(xiao)售、流通過(guo)程中,會遇(yu)到不同的(de)環境,對包(bao)裝産生不(bu)同的影響(xiang),對包裝的(de)要求也不(bu)同。因此,在(zai)吸塑盒設(she)計過程中(zhong),須充分考(kao)慮産品外(wai)部環境的(de)影響。應根(gen)據不同的(de)儲存條件(jian)采取相應(ying)的措施。比(bi)如産品存(cun)放在室内(nei),吸塑盒的(de)設計要注(zhu)意防潮。如(ru)果産品存(cun)放在室外(wai),應考慮吸(xi)塑盒的防(fang)雨和避光(guang)保護。 2.産品(pin)本身的性(xing)能和用途(tu) 進行大型(xing)包裝設計(ji)時,要充分(fen)考慮産品(pin)本身的性(xing)能。不同的(de)産品形式(shi)需要不同(tong)的包裝容(rong)器。此外,還(hai)應考慮産(chan)品的形狀(zhuang)和重量,吸(xi)塑盒的設(she)計應符合(he)包裝體積(ji)小、儲存安(an)全、運輸過(guo)程中不易(yi)損壞的原(yuan)則。對于那(na)些值的産(chan)品,要考慮(lü)包裝是否(fou)容易損壞(huai)。對于、和有(you)毒的危險(xian)産品,包裝(zhuang)設計須優(you)先考慮安(an)全性能。 3.根(gen)據運營和(he)推廣需要(yao)進行設計(ji) 吸塑盒設(she)計須根據(ju)運營推廣(guang)的需要進(jin)行。目前有(you)些吸塑盒(he)設計隻注(zhu)重美觀,沒(mei)有充分考(kao)慮客戶的(de)運營和推(tui)廣需求,沒(mei)有考慮企(qi)業産品的(de)賣點和特(te)點。那麽這(zhe)樣的設計(ji)可以說是(shi)失敗的,即(ji)使有很強(qiang)的藝術感(gan),外觀很美(mei),也沒有意(yi)義。

吸塑包(bao)裝設備加(jia)熱方式的(de)影響 吸塑(su)包裝設備(bei)的加熱方(fang)式有三種(zhong):傳統的背(bei)面加熱方(fang)式、加熱芯(xin)片表面加(jia)熱方式和(he)高頻内部(bu)加熱方式(shi)。不同的加(jia)熱方式、不(bu)同的溫度(du)控制方式(shi)和不同的(de)傳熱效果(guo)導吸塑包(bao)裝緻吸塑(su)油的軟化(hua)效果和吸(xi)塑的冷卻(que)成型效果(guo)不同 1.在傳(chuan)統的吸塑(su)工藝中,加(jia)熱闆采用(yong)背面加熱(re)法加熱,熱(re)量通過紙(zhi)卡的背面(mian)加熱傳遞(di)到吸塑油(you)和吸塑蓋(gai)的表面,完(wan)成吸塑的(de)成型過程(cheng),其吸塑溫(wen)度相對恒(heng)定,不能快(kuai)速調節;紙(zhi)張厚度對(dui)傳熱影響(xiang)很大。紙越(yue)厚,越難快(kuai)速将熱量(liang)傳遞到吸(xi)塑蓋。因此(ci),要給吸塑(su)足夠的時(shi)間将熱量(liang)充分傳遞(di)給吸塑蓋(gai),以确保吸(xi)塑效應。 2.加(jia)熱闆吸塑(su)機将熱量(liang)加熱傳遞(di)到吸塑蓋(gai)表面的吸(xi)塑油表面(mian),完成吸塑(su),的成型過(guo)程,其吸塑(su)溫度可快(kuai)速調節;由(you)于加熱闆(pan)與吸塑蓋(gai)直接接觸(chu),當溫度過(guo)高時,吸塑(su)蓋容易受(shou)熱變形,熱(re)量難以傳(chuan)遞到吸塑(su)油表面(吸(xi)塑蓋越薄(bao),越容易傳(chuan)熱,但越容(rong)易變形)。爲(wei)了保證良(liang)好的吸塑(su)效應,需要(yao)選擇合适(shi)的吸塑罩(zhao)厚度,調整(zheng)吸塑溫度(du)和聚變時(shi)間。 3.高頻内(nei)加熱,利用(yong)高頻電場(chang)使吸塑蓋(gai)和吸塑油(you)内部分子(zi)振蕩産生(sheng)熱能,從而(er)完成吸塑(su),的成型過(guo)程,溫度可(ke)快速調節(jie)。這種加熱(re)方式在傳(chuan)熱上很穩(wen)定,相應的(de)溫度可以(yi)根據材料(liao)的性質随(sui)意調節。但(dan)由于融合(he)瞬間産生(sheng)的電流較(jiao)大,容易産(chan)生火花,不(bu)适合将銀(yin)卡産品轉(zhuan)移到吸塑(su)成型。在實(shi)踐中,由于(yu)吸塑溫度(du)對吸塑效(xiao)應的影響(xiang)很大,一般(ban)建議使用(yong)能夠快速(su)調節溫度(du)的吸塑包(bao)裝設備。




您好(hao),歡迎莅臨(lin)方立包裝(zhuang),歡迎咨詢(xun)...