




•
•
›






對于厚片(pian)吸塑常用(yong)的原材料(liao)片材主要(yao)有HDPE、ABS、ABS+TPU等,下面(mian)簡單介紹(shao)一下這三(san)種材料的(de)基本特點(dian)。 (1) HDPE(高密度聚(ju)乙烯)材料(liao):它具有良(liang)好的耐熱(re)、耐寒性、化(hua)學穩定性(xing)、較高的剛(gang)性、韌性和(he)優良的耐(nai)環境應力(li)開裂性。主(zhu)要用途:200升(sheng)水桶、油箱(xiang)、托闆、大型(xing)部件、遊艇(ting)、吸塑托盤(pan)頂蓋、大部(bu)份汽車零(ling)配件的包(bao)裝等。 (2) ABS(腈-丁(ding)二烯-塑料(liao))材料:它有(you)良好抗沖(chong)擊性、耐熱(re)性、耐低溫(wen)性、耐化學(xue)藥品性及(ji)電氣性能(neng)優良,相對(dui)HDPE有易形成(cheng)、制品尺寸(cun)穩定、表面(mian)光澤性好(hao)、承載抗壓(ya)性能更好(hao)等特點。在(zai)耐低溫性(xing)、韌性和耐(nai)環境應力(li)開裂性方(fang)面HDPE更有優(you)勢。主要用(yong)途:廣泛應(ying)用于汽車(che)、電子電氣(qi)、辦公和通(tong)訊設備等(deng)領域。在包(bao)裝領域主(zhu)要用于對(dui)包裝尺寸(cun)精度要求(qiu)較高的機(ji)械手自動(dong)取件項目(mu)上。 (3) ABS+TPU(熱可塑(su)性聚氨酯(zhi))材料:它具(ju)有是一種(zhong)在ABS制闆工(gong)藝過程增(zeng)一道特殊(shu)的共擠工(gong)藝使ABS闆材(cai)表面覆上(shang)一層TPU膜新(xin)型闆材。采(cai)用此材料(liao)的制品既(ji)有ABS優異的(de)機械性能(neng)還具有TPU的(de)高耐磨抗(kang)撕裂能力(li)。此材料的(de)成本是一(yi)般材料的(de)2~3倍。也正因(yin)爲成本之(zhi)高,此類材(cai)料的應用(yong)受到一定(ding)的限制。TPU特(te)點:耐磨性(xing)能當材料(liao)在使用過(guo)程中經常(chang)受摩擦、刮(gua)磨、研挫等(deng)機械作用(yong),會引起其(qi)表面逐步(bu)磨損,因此(ci)材料的耐(nai)磨耗性能(neng)顯得非常(chang)重要。TPU塑膠(jiao)原料耐磨(mo)性能優異(yi),較天然橡(xiang)膠耐磨五(wu)倍以上,是(shi)耐磨制品(pin)的材料之(zhi)一,一般而(er)言TPU具有較(jiao)高的抗撕(si)裂能力,撕(si)裂強度與(yu)一些常用(yong)的塑膠比(bi)較是非常(chang)優異的。主(zhu)要用途:主(zhu)要應用于(yu)汽車内飾(shi)件。在包裝(zhuang)領域主要(yao)用于對零(ling)件清潔度(du)要求較高(gao)零件配件(jian),如發動機(ji)、變速箱等(deng)動力系統(tong)的零件包(bao)裝。





厚片吸(xi)塑的價格(ge)與優勢 厚(hou)吸塑産品(pin)價格計算(suan) 厚吸塑價(jia)格=産品材(cai)料成本+能(neng)耗+人工及(ji)運輸+利潤(run) 能耗:吸塑(su)是通過熱(re)加工的,耗(hao)電能相對(dui)其他行業(ye)較大,大緻(zhi)爲産品材(cai)料成本的(de)8% 人工:吸塑(su)主要靠機(ji)器生産,人(ren)工較少,大(da)緻爲産品(pin)材料成本(ben)的10% 運輸:根(gen)據客戶離(li)本廠距離(li)而定, 利潤(run):吸塑廠的(de)純利潤一(yi)般很低,12%-20%,根(gen)據付款期(qi)限而定,30天(tian)結帳爲14% 材(cai)料成本:産(chan)品材料成(cheng)本的計算(suan)比較複雜(za),計算之前(qian)首先搞清(qing)以下幾方(fang)面數據: 原(yuan)料價格:根(gen)據産品的(de)用途,确定(ding)采用何種(zhong)材質和等(deng)級的材料(liao),尋該種材(cai)料供應商(shang) 膠片厚度(du):預诂該産(chan)品須用多(duo)厚的膠片(pian)制作,要根(gen)據成型各(ge)部位的厚(hou)度和形狀(zhuang)而定 排版(ban)數量:根據(ju)産品外形(xing)尺寸和形(xing)狀,計算一(yi)版能排多(duo)少個模,排(pai)密了會降(jiang)低産品質(zhi)量,排稀了(le)會增大材(cai)料損耗,使(shi)成本上升(sheng) 材料損耗(hao)率:主要因(yin)素爲産品(pin)形狀、産品(pin)數量以及(ji)外形尺寸(cun)與吸塑機(ji)底盤适配(pei)程度,形狀(zhuang)越方正、産(chan)量越大,損(sun)耗率就越(yue)小 材料成(cheng)本的計算(suan)公式: 産品(pin)材料成本(ben)=1噸原料價(jia)格 / 1噸原料(liao)産成品數(shu)量 1噸原料(liao)産成品數(shu)量=1噸原料(liao)長度 / 吸塑(su)模闆長度(du) X 排版數量(liang)X (100%—材料損耗(hao)率) 1噸原料(liao)長度=1噸 / 材(cai)料密度 / 膠(jiao)片厚度 / 寬(kuan)度(吸塑底(di)盤寬度) 其(qi)中材料密(mi)度(PVC爲1.36T/M3)、吸塑(su)底盤寬度(du)(0.51-0.71M)、模闆長度(du)及其他四(si)項參數均(jun)靠經驗估(gu)算
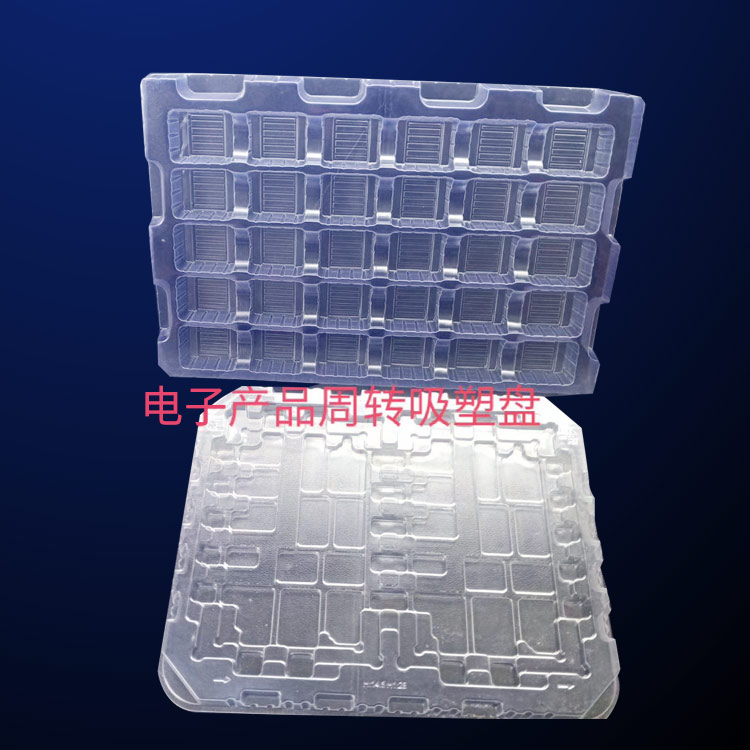
采用全(quan)自動高速(su)吸塑成型(xing)機生産,其(qi)基本原理(li)是:将成卷(juan)的片材拉(la)進電爐烘(hong)箱内加熱(re)至軟化狀(zhuang)态,乘熱再(zai)拉到吸塑(su)模具上方(fang),模具上移(yi)并抽真空(kong),将軟化的(de)片材吸附(fu)到模具表(biao)面,同時将(jiang)冷卻水以(yi)霧狀噴于(yu)成型片材(cai)表面,使其(qi)硬化,成型(xing)的片材再(zai)自動被拉(la)至貯料箱(xiang),氣動裁刀(dao)将成型與(yu)未成型片(pian)材分離,從(cong)而完成全(quan)部過程。吸(xi)塑産品出(chu)現的主要(yao)質量問題(ti)大多在此(ci)過程發生(sheng): a.吸塑不到(dao)位,是指形(xing)狀變形,沒(mei)有吸塑成(cheng)與模具相(xiang)同形狀的(de)産品; b.吸塑(su)過度,是指(zhi)産品過薄(bao); c.拉線,是指(zhi)成型産品(pin)上出現不(bu)應有的線(xian)痕; d.厚薄不(bu)均。這些問(wen)題都需要(yao)在上好模(mo)具後,調試(shi)到位,包括(kuo):片材前進(jin)的時間、加(jia)熱的溫度(du)和時間、抽(chou)真空的強(qiang)度和時間(jian)、上模下落(luo)的位置、時(shi)間和深度(du)、拼版中模(mo)具的擺放(fang)位置、模具(ju)間是否加(jia)附件等等(deng)。




您好,歡(huan)迎莅臨方(fang)立包裝,歡(huan)迎咨詢...
·
›
·
•
·